技術情報
高精度な寸法公差を実現する 絞り加工における「精度出し」の限界値
- 板金加工
絞り加工は、切削加工のように材料を削って寸法を作り込む工法とは異なり、材料の伸びやスプリングバック、板厚変化などの影響を受けるため、寸法公差には一定の限界があります。本記事では、絞り加工における寸法精度の考え方や精度出しの限界値、ばらつきが発生する原因、高精度な絞り加工を実現するための設計ポイントについて解説します。
絞り加工における「精度出し」の限界値
絞り加工における「精度出し」とは、成形品の外径・内径・高さ・深さなどの寸法を、要求公差内に安定して収めるための調整を指します。ただし、絞り加工は塑性加工であるため、切削加工や研削加工のような高精度加工には不向きな場合があります。
そのため、絞り加工で高精度を求める場合には、どの寸法に精度が必要なのかを明確にしたうえで、加工方法や後工程の有無を検討することが重要です。全ての寸法に厳しい公差を設定すると、金型費や調整工数が増加し、量産コストの上昇につながる可能性があります。
絞り加工で実現できる寸法公差の目安
絞り加工で実現できる寸法公差は、材質、板厚、形状、絞り深さ、加工工程数によって異なります。一般的には、単純な浅絞り形状であれば比較的安定した寸法精度を確保しやすく、深絞りや複雑形状になるほど公差管理は難しくなります。
目安として、外径や内径など金型で規制しやすい寸法は比較的精度を出しやすい一方、高さや深さ、開口部の変形、フランジ部の平面度などはばらつきが出やすい傾向があります。特に、薄板材や高張力材、ステンレス材などを使用する場合は、材料の反発や加工硬化の影響を受けやすく、事前の検証が重要です。
外径・内径寸法の精度出し
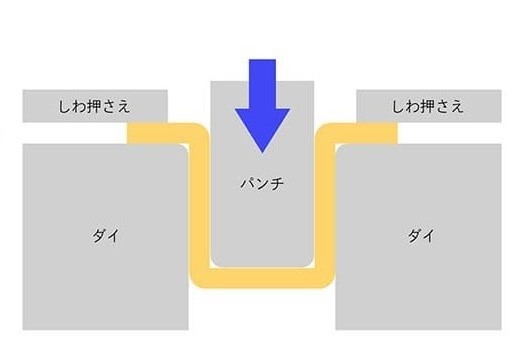
絞り加工において、外径・内径寸法は比較的精度を出しやすい寸法項目です。パンチやダイスの寸法によって成形形状を規制できるため、金型設計の段階で狙い寸法を適切に設定することで、一定の寸法精度を確保できます。
ただし、外径・内径寸法であっても、材料の板厚公差やスプリングバック、潤滑状態の変化によって寸法がばらつくことがあります。また、深絞り形状では材料の流れ方が不均一になりやすく、開口部の真円度や円筒部の寸法安定性に影響する場合があります。
高さ・深さ寸法の精度出し
高さ・深さ寸法は、材料の流入量や板厚変化、加工荷重の変動によって、成形後の高さや深さが微妙に変化するため絞り加工においてばらつきが発生しやすいです。
特に深絞り加工では、材料が大きく引き伸ばされるため、加工条件のわずかな違いが完成品寸法に影響します。また、成形後に開口部がわずかに反ったり、底部にたわみが発生したりすることで、高さ寸法の測定値が安定しにくくなる場合もあります。
絞り加工で寸法精度がばらつく原因
材料特性によるばらつき
絞り加工では、材料の機械的性質が寸法精度に大きく影響します。同じ材質であっても、材料ロットによって硬さ、伸び率、降伏点、板厚にばらつきがあるため、成形時の材料の流れ方が変わります。
例えば、材料が硬い場合はスプリングバックが大きくなりやすく、割れのリスクも高まります。一方で、柔らかい材料は成形しやすい反面、しわや変形が発生しやすい場合があります。このような材料特性の違いを考慮せずに厳しい公差を設定すると、量産時に寸法不良が発生しやすくなります。
スプリングバックによる寸法変化
スプリングバックとは、加工後に材料が元の形状へ戻ろうとする現象です。絞り加工では、成形中に材料へ大きな応力が加わるため、金型から取り出した後にわずかな寸法変化や形状変化が発生します。
特に、ステンレスや高張力鋼板などの反発が大きい材料では、スプリングバックの影響が顕著に表れます。これにより、外径・内径の寸法変化、開口部の広がり、角部Rの変化、底面の反りなどが発生することがあります。
スプリングバックを完全になくすことは難しいため、金型設計時にはあらかじめ変形量を見込んだ補正を行います。また、試作後の寸法測定結果をもとに、金型を修正しながら狙い寸法に近づけることが一般的です。
>>【関連コラム】スプリングバックを考慮した高精度な絞り製品を作るための加工技術
金型精度・金型摩耗によるばらつき
絞り加工の寸法精度を安定させるうえで、金型精度は非常に重要です。パンチやダイスの寸法精度、クリアランス、表面粗さ、角部Rの仕上がりなどが、成形品の寸法や外観に直接影響します。
また、量産加工では、加工を繰り返すことで金型が徐々に摩耗します。金型摩耗が進むと、寸法のばらつきだけでなく、バリ、かじり、表面傷、しわなどの不具合が発生しやすくなります。
そのため、高精度な絞り加工品を量産する場合は、金型製作時の精度だけでなく、量産中のメンテナンス体制も重要です。定期的な寸法測定や金型点検を行うことで、寸法不良の発生を未然に防ぐことができます。
高精度な絞り加工を実現するための設計ポイント
絞り加工で高精度な寸法公差を実現するためには、加工現場の調整だけでなく、設計段階での配慮が欠かせません。絞り加工に適した形状設計を行うことで、寸法の安定性を高め、金型修正や不良発生のリスクを抑えることができます。
必要以上に厳しい公差を設定しない
絞り加工品では、機能上必要な寸法と、そうでない寸法を分けて考えることが重要です。すべての寸法に厳しい公差を設定すると、金型調整の難易度が上がり、製造コストやリードタイムが増加します。
特に、高さ寸法や開口部寸法、曲げ・絞り後に変形しやすい箇所は、必要以上に厳しい公差を設定すると量産安定性が低下する可能性があります。組付けや機能に影響する重要寸法のみを厳しく管理し、それ以外の寸法には加工特性を考慮した公差を設定することが望ましいです。
角部Rを適切に設定する
絞り加工では、角部Rの設定が寸法精度や成形性に大きく影響します。角部Rが小さすぎると、材料に過度な応力が集中し、割れや板厚減少が発生しやすくなります。一方で、Rが大きすぎると、製品形状や組付け性に影響する場合があります。
適切な角部Rを設定することで、材料の流れが安定し、しわや割れの発生を抑えやすくなります。また、角部の成形が安定することで、外径・内径・高さ寸法のばらつきも抑制しやすくなります。
絞り比を考慮した形状設計を行う
絞り比とは、ブランク径と絞り後の製品径の関係を示す指標であり、絞り加工の難易度を判断するうえで重要な要素です。絞り比が大きくなるほど、材料を大きく変形させる必要があるため、割れやしわ、寸法ばらつきが発生しやすくなります。
深い形状や細長い形状を一度の加工で成形しようとすると、材料に過度な負荷がかかり、精度が安定しにくくなります。そのため、必要に応じて複数工程に分けて段階的に成形することで、寸法精度と量産安定性を高めることができます。
当社の絞り加工事例のご紹介
ドレンパン
こちらは、ドレンパンの加工事例です。
お客様は、深絞りによる一体加工を少量から対応できる加工先が見つからず、大変お困りの状況でした。
そこで、幅広い加工に対応可能な当社へご相談をいただきました。当社では、単品・小ロットからの深絞り一体加工にも対応しており、本案件では国内で加工を行ったうえで、海外の組み立て拠点へ輸出いたしました。
ターンテーブル

こちらは、ターンテーブルの加工事例です。
従来、大型の絞り形状を持つ板金部品は、量産加工を得意とするメーカーに依頼されていました。しかし、量産部品を中心に対応しているメーカーであったため、試作部品の加工は優先度が下がり、納期が約60日かかってしまうことが課題となっていました。
そこで、1,000社を超える幅広い部品調達ネットワークを持つ当社へご相談をいただきました。当社では、単品・小ロット品から柔軟に加工対応が可能です。本案件では、試作型(樹脂型)を活用して試作部品を製作することで、加工時間を大幅に短縮し、約14日で納品することができました。また、試作型を活用したことで型費も大きく抑えることができ、トータルコストとして約60%のコストダウンを実現しました。
絞り加工ならワンストップ部品加工センターのお任せください
今回は、絞り加工における「精度出し」の限界値についてご紹介しました。ワンストップ部品加工センターを運営するSST設計開発センター株式会社では、深絞り加工や異形状絞り加工など様々な仕様、形状の絞り加工に対応しております。お困りの方はぜひ当社までご連絡ください。
関連する技術情報
-

大型絞り加工における素材選定ポイント
大型絞り加工は、金属板をプレス加工によって立体形状へと成形する加工方法の一つであり、タン…
- 板金加工
-
異形状絞りの難しさと対策とは?楕円・多角形を形にするポイント
異形状絞りは、円形とは異なり材料の流れが複雑になるため、割れやしわ、寸法不良といったトラ…
- 板金加工
-

溶接によって深絞り加工の工程短縮コスト削減を実現するポイント
深絞り加工は、高い成形性と精度が求められる塑性加工技術として、各種部品製造において広く活…
- 板金加工
-
スプリングバックを考慮した高精度な絞り製品を作るための加工技術
絞り加工では、成形後に製品形状がわずかに戻る「スプリングバック」が品質に大きな影響を与え…
- 板金加工
-

優良な絞り加工業者を見極めるための確認点
絞り加工の加工業者を選定するうえで、技術力と実績、提案力や生産体制など様々な要素を考慮す…
- 板金加工
-
「大型絞り加工」で避けて通れないしわ・割れの発生メカニズムと具体的な対策
大型絞り加工は、自動車部品や産業機械部品の設計開発において欠かせない加工技術です。一方で…
- 板金加工
-

短納期で製作ができる当社の大型絞り加工について
大型製品の試作や小ロットの絞り加工で、「金型製作に時間がかかりすぎる」「量産メーカーだと…
- 板金加工
-

大型絞り加工で製作可能な部品とは?
大型絞り加工とは 絞り加工は、板金やプレス成形の一種で、1枚の金属板を用いて円筒・角筒・…
- 板金加工
-

深絞り加工の基礎
本記事では、深絞り加工の概要からメリット・デメリット、絞り加工との違いについて解説いたし…
- 板金加工
-

筐体の精密板金加工におけるポイントについてご紹介!
今回の記事では、筐体の板金加工におけるポイントについてご紹介します。…
- 板金加工
-
絞り加工とは?絞り加工のメリット・種類をご紹介
本記事では、板金/プレス加工における絞り加工について、その種類や工程、主なメリットをご紹…
- 板金加工
-

簡易金型を用いた試作板金プレス加工
当記事では、簡易型を用いた試作加工と題しまして、簡易金型による試作加工のメリット・デメリ…
- 板金加工
-

大型の絞り板金・プレス加工の加工手順
はじめに 「大型絞り加工を依頼したいが、どこに頼んだらいいか分からない・・・」 「大型絞…
- 板金加工
-

試作板金において重要なポイント
試作板金とは? 試作板金とは、精密板金などにおいて、量産に入る前の製品の形状や仕様を確認…
- 板金加工
-

板金/プレス加工の試作・量産におけるポイント ~開発案件、大型の板金/プレス加工はお任せ~
板金/プレス 試作・量産加工について 板金/プレス加工は、プレスマシンと呼ばれ強圧をかけ…
- 板金加工