技術情報
大型絞り加工における素材選定ポイント
- 板金加工
大型絞り加工は、金属板をプレス加工によって立体形状へと成形する加工方法の一つであり、タンク、カバー、容器部品などの製造で広く活用されています。特に大型製品の場合、加工時に発生する応力や材料の変形量が大きくなるため、材質の選定が製品品質に大きく影響します。本記事では、大型絞り加工の基本から、加工品質を左右する素材選定のポイントについて詳しく解説します。
大型絞り加工とは
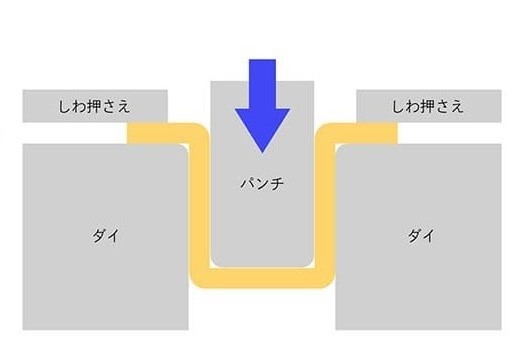
大型絞り加工とは、金属板を金型とプレス機を用いて立体形状へと成形する「深絞り加工」の一種であり、特に直径や高さが大きい製品を対象とした加工技術です。一般的なプレス加工と異なり、材料を破断させることなく塑性変形させながら立体形状へと成形する点が特徴です。
この加工方法は、円筒形状や容器形状、カバー部品などの製造に多く用いられ、自動車部品や産業機器部品など幅広い分野で利用されています。大型製品になるほど、加工中に材料へかかる応力が大きくなり、シワや割れといった不良が発生しやすくなるため、金型設計だけでなく材料特性の理解も重要になります。
また、大型製品では材料の自重や加工時の摩擦も影響するため、小型の深絞り加工よりも高度な加工ノウハウが求められます。そのため、大型絞り加工では材料の伸び特性や強度、加工性を踏まえた材質選定が品質確保において非常に重要です。
大型絞り加工における材質選定の重要性
大型絞り加工では、材料の種類によって加工性や製品精度が大きく変わります。適切な材質を選定できていない場合、加工途中で割れやシワが発生したり、成形後に変形が起きたりするリスクが高まります。
特に大型製品では、材料の変形量が大きくなるため、材料の「伸び」や「降伏強度」などの特性が重要になります。伸びが不足している材料を使用すると、加工途中で割れが発生する可能性が高くなります。一方で、柔らかすぎる材料を使用すると、成形後の強度不足や変形の原因となる場合もあります。
以下に、材質選定のポイントについてご紹介します。
材質選定のポイント
アルミニウム
アルミニウムは鉄の約3分の1の軽さを持つ軽量金属であり、柔らかく加工しやすいという特徴があります。そのため、絞り加工においても比較的成形しやすく、大型製品の軽量化が求められる場合に採用されることが多い材料です。
しかし、鉄に比べて「伸び」の限界が低く、急激な変形には弱いという特徴があります。そのため、大型絞り加工では一度に大きく成形するのではなく、複数工程に分けて徐々に形状を作るなどの工夫が必要になる場合があります。
鉄
鉄は大型絞り加工において最も一般的に使用される材料です。特に深絞り用途では、SPCEなどの深絞り用鋼板が選定されることが多く、優れた延性によって安定した加工が可能になります。
鉄は強度と加工性のバランスが良く、大型製品でも形状を安定して保持できる点が特徴です。一方で、錆びやすいという性質があるため、製品用途によっては塗装やメッキなどの表面処理を前提として設計する必要があります。
ステンレス
ステンレスは耐食性に優れているため、食品機械や化学設備、屋外機器などで多く使用される材料です。しかし、鉄に比べて加工硬化が起こりやすく、絞り加工では割れが発生しやすい材料でもあります。
そのため、大型絞り加工でステンレスを使用する場合は、加工条件の最適化や複数工程での成形など、加工負荷を分散させる工夫が重要になります。材料としては、比較的加工性の良いSUS304などが採用されるケースが一般的です。
銅
銅は熱伝導性や導電性に優れており、電子機器や電気設備などの分野で使用される材料です。非常に柔らかく延性が高いため、絞り加工自体は比較的容易に行うことができます。
一方で、材料が柔らかいため大型製品の場合は自重によって変形しやすく、形状の保持が難しい場合があります。特に薄肉の大型製品では、加工後の歪みや変形を防ぐための補強設計や板厚の検討が重要になります。
チタン
チタンは軽量でありながら高い強度を持ち、さらに耐食性にも優れている材料です。そのため、航空機部品や医療機器など高機能用途で採用されることが多い金属です。
しかし、チタンは伸びが少なく、絞り加工ではスプリングバック(跳ね返り)が大きいという特徴があります。そのため、成形後に形状が戻ってしまい、寸法精度を確保することが難しい場合があります。そのため、スプリングバックを見越した金型設計をすることで成形後に設計寸法に近づくように調整する必要があります。
| 材質 | 主な特性 | 絞り加工の課題 | 主な対策・工夫 |
| アルミニウム | 鉄の約1/3の軽さ。柔らかく成形性に優れる。 | 鉄よりも「伸び」の限界が低く、急激な変形に弱い。 | 複数工程に分けて徐々に形状を作る(多段絞り)。 |
| 鉄 (SPCE等) | 強度と加工性のバランスが良い。延性に富み安定。 | 錆びやすいため、腐食への配慮が必要。 | 塗装やメッキなどの表面処理を設計に組み込む。 |
| ステンレス | 耐食性(サビにくさ)に非常に優れる。 | 加工硬化が起きやすく、割れが発生しやすい。 | 加工条件の最適化、成形工程の分散、SUS304等の選定。 |
| 銅 | 高い熱伝導性・導電性。非常に柔らかく延性が高い。 | 自重による変形や歪みが起きやすく、形状保持が困難。 | 補強設計の検討、適切な板厚の選定。 |
| チタン | 軽量・高強度・高耐食性。高機能・高付加価値。 | 伸びが少なく、スプリングバック(跳ね返り)が大きい。 | スプリングバックを見越した金型設計(補正)の実施。 |
当社の加工事例をご紹介
ターンテーブル

こちらはターンテーブルの加工事例です。
これまで大型絞り形状の板金部品は、量産メーカーにて板金加工を行っていました。しかし、そのメーカーは量産品を中心に製作しているため、試作部品の対応が後回しとなり、納期が約60日かかってしまう状況で、開発スケジュールに間に合わないという課題を抱えていました。
そこで、1,000社以上の加工ネットワークを保有する当社へご相談をいただきました。当社では単品や小ロットの加工にも柔軟に対応しているため、試作部品については試作型(樹脂型)を活用して製作を行い、加工時間の短縮を実現しました。その結果、納期を14日まで短縮して納品することが可能となりました。さらに、型費も大幅に抑えることができたため、トータルコストとして約60%の削減を実現しています。
ドレンパン

こちらはドレンパンの加工事例です。
深絞りによる一体加工を少量で対応できる加工メーカーが見つからず、お客様は対応先がなくお困りの状況でした。
そこで、幅広い加工方法に対応可能な当社へご相談をいただきました。当社では単品・小ロットでの深絞り一体加工にも対応しており、本製品についてもその体制を活かして製作を行いました。なお、納品先は海外であり、現地で製品の組み立てを行う必要があったため、国内で加工を実施した後、輸出対応まで含めて納品いたしました。
大型の絞り加工はワンストップ部品加工センターにお任せください
今回は、大型絞り加工における素材選定ポイントについてご紹介しました。ワンストップ部品加工センターを運営するSST設計開発センターでは、大型や深絞り形状などの各種絞り加工を得意としており、豊富な実績がございます。お困りの方はお気軽にご相談ください。
関連する技術情報
-

高精度な寸法公差を実現する 絞り加工における「精度出し」の限界値
絞り加工は、切削加工のように材料を削って寸法を作り込む工法とは異なり、材料の伸びやスプリ…
- 板金加工
-

異形状絞りの難しさと対策とは?楕円・多角形を形にするポイント
異形状絞りは、円形とは異なり材料の流れが複雑になるため、割れやしわ、寸法不良といったトラ…
- 板金加工
-

溶接によって深絞り加工の工程短縮コスト削減を実現するポイント
深絞り加工は、高い成形性と精度が求められる塑性加工技術として、各種部品製造において広く活…
- 板金加工
-
スプリングバックを考慮した高精度な絞り製品を作るための加工技術
絞り加工では、成形後に製品形状がわずかに戻る「スプリングバック」が品質に大きな影響を与え…
- 板金加工
-

優良な絞り加工業者を見極めるための確認点
絞り加工の加工業者を選定するうえで、技術力と実績、提案力や生産体制など様々な要素を考慮す…
- 板金加工
-
「大型絞り加工」で避けて通れないしわ・割れの発生メカニズムと具体的な対策
大型絞り加工は、自動車部品や産業機械部品の設計開発において欠かせない加工技術です。一方で…
- 板金加工
-

短納期で製作ができる当社の大型絞り加工について
大型製品の試作や小ロットの絞り加工で、「金型製作に時間がかかりすぎる」「量産メーカーだと…
- 板金加工
-

大型絞り加工で製作可能な部品とは?
大型絞り加工とは 絞り加工は、板金やプレス成形の一種で、1枚の金属板を用いて円筒・角筒・…
- 板金加工
-

深絞り加工の基礎
本記事では、深絞り加工の概要からメリット・デメリット、絞り加工との違いについて解説いたし…
- 板金加工
-

筐体の精密板金加工におけるポイントについてご紹介!
今回の記事では、筐体の板金加工におけるポイントについてご紹介します。…
- 板金加工
-
絞り加工とは?絞り加工のメリット・種類をご紹介
本記事では、板金/プレス加工における絞り加工について、その種類や工程、主なメリットをご紹…
- 板金加工
-

簡易金型を用いた試作板金プレス加工
当記事では、簡易型を用いた試作加工と題しまして、簡易金型による試作加工のメリット・デメリ…
- 板金加工
-

大型の絞り板金・プレス加工の加工手順
はじめに 「大型絞り加工を依頼したいが、どこに頼んだらいいか分からない・・・」 「大型絞…
- 板金加工
-

試作板金において重要なポイント
試作板金とは? 試作板金とは、精密板金などにおいて、量産に入る前の製品の形状や仕様を確認…
- 板金加工
-

板金/プレス加工の試作・量産におけるポイント ~開発案件、大型の板金/プレス加工はお任せ~
板金/プレス 試作・量産加工について 板金/プレス加工は、プレスマシンと呼ばれ強圧をかけ…
- 板金加工