技術情報
異形状絞りの難しさと対策とは?楕円・多角形を形にするポイント
- 板金加工
異形状絞りは、円形とは異なり材料の流れが複雑になるため、割れやしわ、寸法不良といったトラブルが発生しやすい加工です。特に楕円や多角形の製品では、設計段階での配慮が不足すると量産時の不良率増加につながります。本記事では、異形状絞りの難しさから、具体的なトラブル、そして設計段階で押さえるべき対策ポイントまでを体系的に解説します。
異形状絞り(楕円・多角形)が難しい理由
材料の流れが均一にならない
円形絞りでは、材料は比較的均一に中心へ流れ込みますが、楕円や多角形では部位ごとに流れ方が大きく異なります。長辺方向では材料が引き延ばされやすく、短辺方向では圧縮応力が強くなるため、板厚分布に偏りが生じやすくなります。この不均一な材料流動が、後工程での品質不良の要因となります。
割れが発生しやすい箇所が局所化する
異形状では応力が集中する箇所が限定されやすく、特にコーナー部や曲率変化の大きい部分で局所的なひずみが増大します。その結果、特定箇所にのみ割れが発生するケースが多く、対策が難しいのが特徴です。円形と異なり、全体で均一に伸びるわけではないため、局所破断のリスクが高まります。
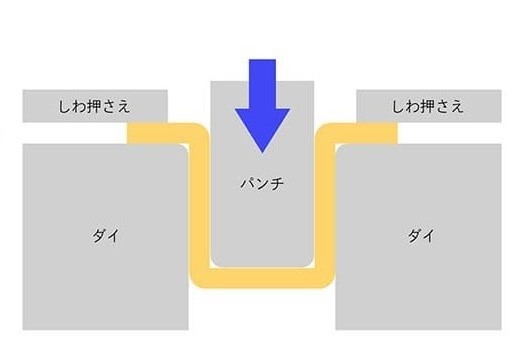
しわ・座屈が発生しやすい
材料が圧縮される領域では、余剰な材料が逃げ場を失い、しわや座屈が発生しやすくなります。特にフランジ部や角部では、押し込まれる材料量が多くなるため、しわが発生しやすい傾向があります。これらは外観不良だけでなく、後工程での不具合にもつながります。
異形状絞りで発生する代表的なトラブル
割れ(クラック)
絞り加工において代表的なトラブルが割れです。コーナー部や板厚が薄くなった部分で発生しやすく、材料の延性不足や過度な絞り比が原因となります。割れは一度発生すると修正が困難であり、設計段階での回避が必要です。
しわ(シワ)
フランジ部や側壁部に発生するしわは、材料の圧縮によって生じます。特に異形状では材料の流れが不均一なため、特定の部位にしわが集中する傾向があります。しわは見た目だけでなく、強度や組付け性にも影響を及ぼします。
寸法不良・形状ばらつき
異形状絞りでは、製品ごとのばらつきが大きくなりやすい点も課題です。材料の流動差や金型条件の微妙な違いが影響し、狙い通りの寸法が出ないケースが多く見られます。特に量産時には安定性確保が重要となります。
異形状絞りを実現するための設計ポイント
コーナーRの設定が精度に直結する
コーナー部のRは、応力集中を緩和する重要な要素です。一般的には板厚の1〜2倍以上のRを確保することが望ましく、これより小さいRは割れの原因となります。鋭角な設計は避け、可能な限り滑らかな形状とすることが重要です。設計初期段階でRを適切に設定することで、加工性は大きく改善されます。
絞り加工の精度は計算式で求めることが可能です。
絞り率(m)・パンチ径(d)・ブランク径(D)
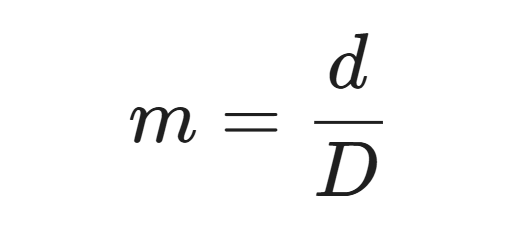
そのほかにも絞り力やしわ抑え力なども事前に計算を行い、精度を保証することが重要です。
板厚と絞り比の関係を考慮する
絞りの深さと板厚の関係は非常に重要です。無理な深さ設定は、材料の伸び限界を超え、割れの発生につながります。一般的には、材料ごとに許容される絞り比を把握し、その範囲内で設計する必要があります。深さが必要な場合は、多段絞りや中間焼鈍の検討も有効です。
材料選定(SPCC・アルミ・ステンレス)の重要性
材料によって加工性は大きく異なります。SPCCは比較的延性が高く絞り加工に適していますが、アルミは軽量である一方、材料特性によっては割れやすい場合があります。ステンレスは強度が高い反面、加工硬化しやすく成形難易度が上がります。製品形状や要求特性に応じて最適な材料を選定することが、安定した加工の実現につながります。
異形状絞りは高度な技術が求められる加工ですが、設計段階での適切な配慮によって、トラブルを大幅に低減することが可能です。材料の流れや応力分布を理解し、形状・板厚・材料のバランスを最適化する必要があります。
異形状絞り加工はSST設計開発センター株式会社にお任せください
今回は、異形状絞りの難しさと対策についてご紹介しました。SST設計開発センター株式会社では、1,000社を超える独自の加工ネットワークを活用し、様々な形状の絞り加工に対応いたします。
関連する技術情報
-

高精度な寸法公差を実現する 絞り加工における「精度出し」の限界値
絞り加工は、切削加工のように材料を削って寸法を作り込む工法とは異なり、材料の伸びやスプリ…
- 板金加工
-

溶接によって深絞り加工の工程短縮コスト削減を実現するポイント
深絞り加工は、高い成形性と精度が求められる塑性加工技術として、各種部品製造において広く活…
- 板金加工
-

スプリングバックを考慮した高精度な絞り製品を作るための加工技術
絞り加工では、成形後に製品形状がわずかに戻る「スプリングバック」が品質に大きな影響を与え…
- 板金加工
-

優良な絞り加工業者を見極めるための確認点
絞り加工の加工業者を選定するうえで、技術力と実績、提案力や生産体制など様々な要素を考慮す…
- 板金加工
-
「大型絞り加工」で避けて通れないしわ・割れの発生メカニズムと具体的な対策
大型絞り加工は、自動車部品や産業機械部品の設計開発において欠かせない加工技術です。一方で…
- 板金加工
-

短納期で製作ができる当社の大型絞り加工について
大型製品の試作や小ロットの絞り加工で、「金型製作に時間がかかりすぎる」「量産メーカーだと…
- 板金加工
-

大型絞り加工で製作可能な部品とは?
大型絞り加工とは 絞り加工は、板金やプレス成形の一種で、1枚の金属板を用いて円筒・角筒・…
- 板金加工
-

深絞り加工の基礎
本記事では、深絞り加工の概要からメリット・デメリット、絞り加工との違いについて解説いたし…
- 板金加工
-

筐体の精密板金加工におけるポイントについてご紹介!
今回の記事では、筐体の板金加工におけるポイントについてご紹介します。…
- 板金加工
-
絞り加工とは?絞り加工のメリット・種類をご紹介
本記事では、板金/プレス加工における絞り加工について、その種類や工程、主なメリットをご紹…
- 板金加工
-

簡易金型を用いた試作板金プレス加工
当記事では、簡易型を用いた試作加工と題しまして、簡易金型による試作加工のメリット・デメリ…
- 板金加工
-

大型の絞り板金・プレス加工の加工手順
はじめに 「大型絞り加工を依頼したいが、どこに頼んだらいいか分からない・・・」 「大型絞…
- 板金加工
-

試作板金において重要なポイント
試作板金とは? 試作板金とは、精密板金などにおいて、量産に入る前の製品の形状や仕様を確認…
- 板金加工
-

板金/プレス加工の試作・量産におけるポイント ~開発案件、大型の板金/プレス加工はお任せ~
板金/プレス 試作・量産加工について 板金/プレス加工は、プレスマシンと呼ばれ強圧をかけ…
- 板金加工