技術情報
スプリングバックを考慮した高精度な絞り製品を作るための加工技術
- 板金加工
絞り加工では、成形後に製品形状がわずかに戻る「スプリングバック」が品質に大きな影響を与えます。高精度な部品を実現するためには、材料特性や金型条件、設計段階などの設計段階で気を付けるべきポイントがあります。本記事では、スプリングバックを考慮した高精度な絞り製品を作るための加工技術についてご紹介します。
絞り加工時に発生するスプリングバックとは
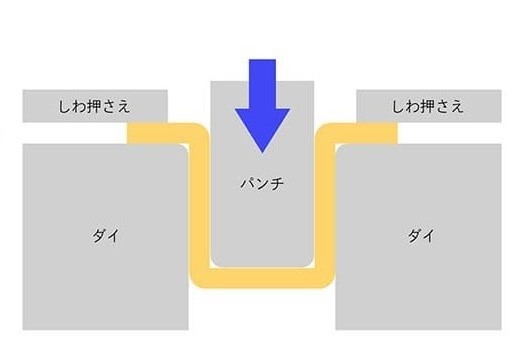
スプリングバックとは、塑性変形によって金属を成形した後、材料内部に残った弾性ひずみが戻ろうとすることで形状が変化する現象を指します。絞り加工では、加工後に角度が開いたり、寸法がわずかに変化したりするため、設計寸法とのズレが発生しやすくなります。特に高張力材や板厚が薄い材料では影響が大きく、量産時の品質安定性を左右する重要な要素となります。
スプリングバックの原因
材料の弾性回復による影響
金属材料は塑性変形と同時に弾性変形も発生しており、加工荷重を取り除いた瞬間に弾性分が戻ることでスプリングバックが発生します。降伏強度が高い材料ほど弾性回復量が大きくなる傾向があり、同じ形状でも材質によって仕上がりが変わるため注意が必要です。
板厚や形状条件による応力分布
板厚が薄いほど剛性が低く、加工後の形状保持が難しくなります。また、深い絞り形状や曲率の大きな部位では応力分布が不均一になり、部分的な戻りが発生しやすくなります。金型形状や加工条件によっても応力の集中度合いが変化します。
金型クリアランスや加工条件の影響
金型クリアランスが適切でない場合、材料に過剰な引張応力が発生し、加工後の反発量が増える原因となります。さらに、プレス荷重や潤滑状態が不安定だと成形品質がばらつき、スプリングバックの予測が難しくなります。
スプリングバックを抑制するための加工技術
①設計段階でスプリングバックを考慮した設計を行う
高精度な絞り製品を実現するためには、製品形状をそのまま金型に反映するのではなく、スプリングバック量を予測した金型設計が必要です。CAE解析や試作評価を通じて変形量を数値化し、あらかじめ角度や寸法に補正を加えることで、加工時の精度安定化が期待できます。また、材料選定や板厚の最適化、リブ形状の追加なども設計段階で検討することで、後工程の修正工数を大幅に削減できます。
②発生した場合、たたくことで修正
量産前の試作段階では、実際の戻り量を確認しながら微調整を行う場面もあります。軽微なスプリングバックであれば、手作業による修正や簡易治具を用いた矯正で対応するケースもあります。しかし、手作業に頼りすぎると再現性が低くなるため、あくまで最終調整として活用し、基本的には設計や金型段階での対策を優先するべきです。
絞り加工ならワンストップ部品加工センターにお任せください
今回は、スプリングバックを考慮した高精度な絞り製品を作るための加工技術についてご紹介しました。ワンストップ部品加工センターを運営するSST設計開発センター株式会社では、絞り加工の多くの加工実績がございます。ぜひお気軽に当社にお問い合わせください。
関連する技術情報
-

溶接によって深絞り加工の工程短縮コスト削減を実現するポイント
深絞り加工は、高い成形性と精度が求められる塑性加工技術として、各種部品製造において広く活…
- 板金加工
-

優良な絞り加工業者を見極めるための確認点
絞り加工の加工業者を選定するうえで、技術力と実績、提案力や生産体制など様々な要素を考慮す…
- 板金加工
-

「大型絞り加工」で避けて通れないしわ・割れの発生メカニズムと具体的な対策
大型絞り加工は、自動車部品や産業機械部品の設計開発において欠かせない加工技術です。一方で…
- 板金加工
-

短納期で製作ができる当社の大型絞り加工について
大型製品の試作や小ロットの絞り加工で、「金型製作に時間がかかりすぎる」「量産メーカーだと…
- 板金加工
-

大型絞り加工で製作可能な部品とは?
大型絞り加工とは 絞り加工は、板金やプレス成形の一種で、1枚の金属板を用いて円筒・角筒・…
- 板金加工
-

深絞り加工の基礎
本記事では、深絞り加工の概要からメリット・デメリット、絞り加工との違いについて解説いたし…
- 板金加工
-

筐体の精密板金加工におけるポイントについてご紹介!
今回の記事では、筐体の板金加工におけるポイントについてご紹介します。…
- 板金加工
-
絞り加工とは?絞り加工のメリット・種類をご紹介
本記事では、板金/プレス加工における絞り加工について、その種類や工程、主なメリットをご紹…
- 板金加工
-

簡易金型を用いた試作板金プレス加工
当記事では、簡易型を用いた試作加工と題しまして、簡易金型による試作加工のメリット・デメリ…
- 板金加工
-

大型の絞り板金・プレス加工の加工手順
はじめに 「大型絞り加工を依頼したいが、どこに頼んだらいいか分からない・・・」 「大型絞…
- 板金加工
-

試作板金において重要なポイント
試作板金とは? 試作板金とは、精密板金などにおいて、量産に入る前の製品の形状や仕様を確認…
- 板金加工
-

板金/プレス加工の試作・量産におけるポイント ~開発案件、大型の板金/プレス加工はお任せ~
板金/プレス 試作・量産加工について 板金/プレス加工は、プレスマシンと呼ばれ強圧をかけ…
- 板金加工